bob600
-
Gesamte Inhalte
116 -
Benutzer seit
Inhaltstyp
Profile
Forum
Galerie
Alle Inhalte von bob600
-
Sehr schön. Sehr schick mit dem Schwarz und den silbernen Speichen und Naben. Aber ist der Cento Aufkleber bissl schief? (Aus eigener, leidvoller Erfahrung )
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Was für den Noize: https://www.instagram.com/p/B_zdy3dlQxS/?igshid=ztdhkhqrppq3 -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Man könnte manchmal fast meinen ich wäre vergnügungssüchtig.... Mal was anderes: Passen die XCR Kettenstreben (28,5x18mm) in normal Tretlagermuffen (30x16)? Kennt jemand Edelstahl-Kettenstreben in 22mm rund, für klassische Tretlagermuffen? -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Während das Lastenrad beim Pulvern war habe ich ja bereits den nächsten Rahmen angefangen. Klassisches Rennrad. Life / Spirit Rohre, Tretlager gemufft, Rest fillet-brazed. Unterrohr mit Messing - Sifbronze plus Cycle Design LFB Flussmittel. Ein Traum zum löten und zum v.a. zum putzen im Vergleich zum DIY Flussmittel von Sonderlote. Dafür als toxisch markiert.:f: Das Oberrohr habe ich wegen grenzwertiger Kürze (Lötstellen sehr Nahe zum Übergangsbereich der Wandstärke) mit 34% Silber gelötet. Gefällt mir sehr gut prinzipiell. Etwas tricky die richtige Temperatur zu finden aber ich bin recht zufrieden. Auf Grund der niedrigen Verarbeitungstemperatur 0 Verzug an SR oder Steuerrohr. Es geht halt Lot für 10€ pro Stelle drauf. Tretlager mit 56% Silber. Eh klar... Soweit, so zufrieden. Gerade ist er auch. Bisschen feinschliff noch an den Fillets und dann kann der auch ab zum Lack...
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Die Epoxies schnüffeln sich nicht mal geil, da lösemittelfrei.... -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Hab ich schon gesagt, dass die ganze Nummer mit dem CFK-Sitzrohr nur Sinn macht, wenn man das selsbt laminiert mit einem Custom-Lagenaufbau...? -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Die drei Erwähnten Klebstoffe sind alle so langsam, dass da kein Stress ausbrechen sollte beim verarbeiten. Da hast bei Raumtemperatur rund ne Stunde Zeit bevor auch nur irgendetwas passiert. Schauen, dass die richtige Kartuschenpresse hast und ausreichend von dem Statikmischern. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Hehe.... das ist halt ein Thema für sich... Also meine persönliche Empfehlung: Willst du den Klebstoff injizieren (Vakuum) und suchst daher was sehr niederviskoses: EA 9483. Performance ist ok, sollte es tun. Pastöse, gethoughende Systeme liefern die deutlich besser Performance (EA9466 oder EP 5065). Dafür muss dein Prozess aber eben für etwas pastöses ausgelegt sein. Wichtig immer, dass die Teile sauber sind und eben der Prozess beherscht wird, so dass alle Bereiche sauber mit Klebstoff benetzt sind... -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Ermüdung ist (wie bei allen Werkstoffen) ein Thema aber in Summe hochkomplex. Da kommen Einflüsse von Geometrie (eben genannte Spannungsspitzen), Alterung (Kunststoffe altern, Umwelteinflüsse, Medieneinflüsse, Korrosion), Temperatureinflüsse (Spielen bei Metallen zwischen -40°C und + 80°C keine große Rolle, bei Klebstoff schon) und klassischer mechanischer Ermüdung zusammen. Prinzipiell lässt sich sagen, dass auch hier schlagzähmodifizierte System zu bevorzugen sind, da Spannungsspitzen vermieden werden und die Toughener auch als "Rissstopper" wirken können. Außerdem sollte (gerade bei Metall-CFK) darauf geachtet werden, dass keine elektrochemischen Prozesse ablaufen können (Klebespalt beachten und kein direkter Kontakt CFK-Metall!). Lackieren (eh klar) und auch auf der Innenseite natürlich irgendwie vor Korrossion schützen. Standwasser (Tretlager) vermeiden. Als sehr konservative Daumenregel sagt man wohl 10% der statischen Festigkeit als Dauerfestigkeit voraus. Aber das ist schon ziemlich konservativ. Will man es genau wissen kommt man um sehr aufwändige Test halt nicht drumrum. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
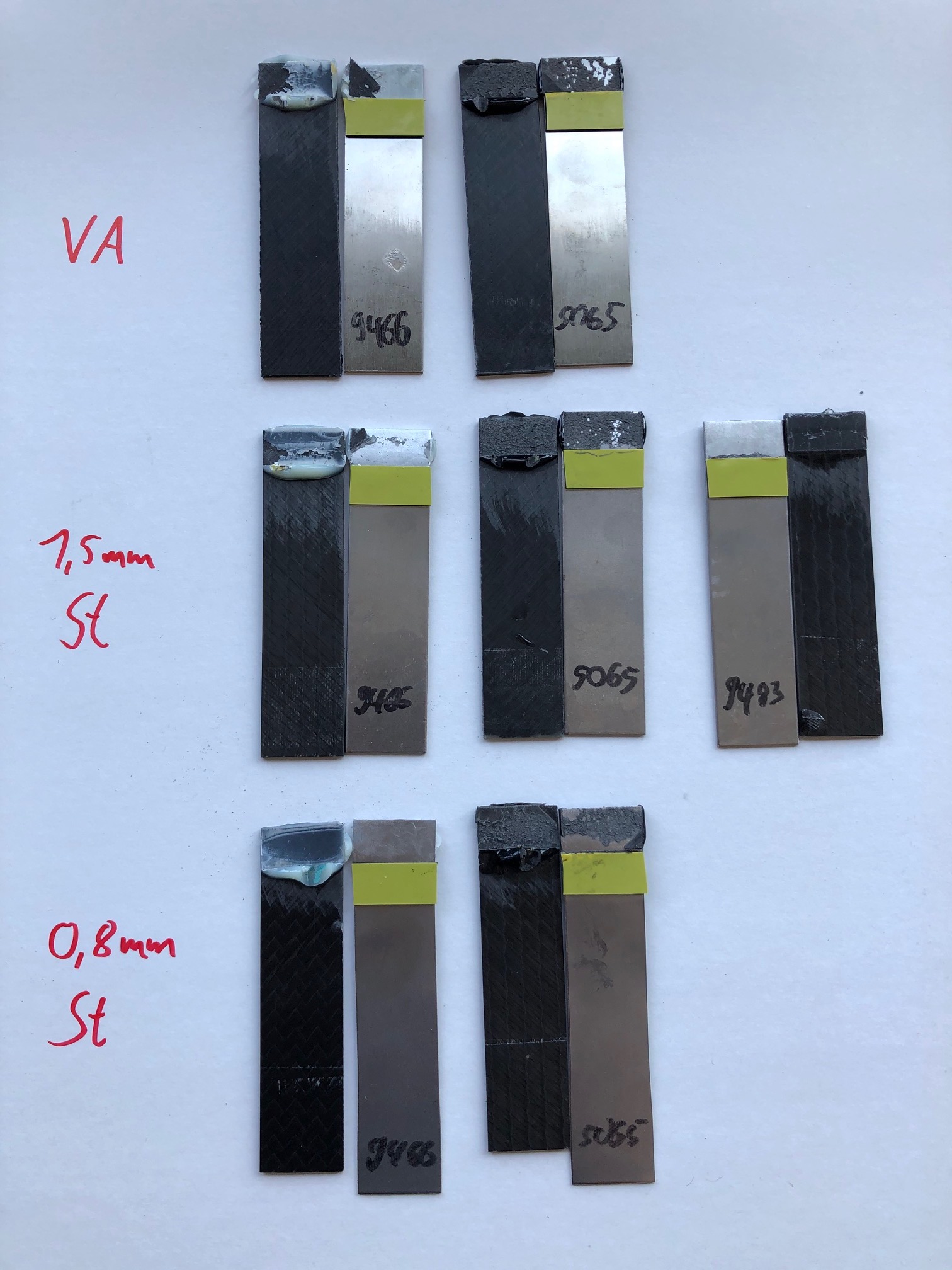
Wie versprochen anbei ein paar Daten und ein kleiner Exkurs in die Klebetechnik: Double lap shear Zugversuch (2x 0,8mm Stahlblech zu CFK (+-45° Orientierung, PU-Harz ), 10mm Überlappung) mit verschiedenen Klebstoffschichtstärken mit Teroson EP 5065. Reinigung mit Benzin (Metall), Isoprop (CFK), angeschliffen mit P120 und Scotch-Brite. (Die Körnung ist m.Mn übrigens kackegal, Reinigen vor und nach dem Schleifen) Versuch seiht etwa so aus (Die Striche sind die Substrate) F (1/2) ..................................-------------------- >>> F (CFK) F (1/2) 0 Spalt (also einfach nur direkt verpresst und mit einer Klammer fixiert): 7900N 0,3mm (Glaskugeln): 8700N 1mm (Teflonspacer): 9000N (ca. 18 MPa) Man sieht: Bei diesem Versuch, der mechanisch relativ nah an Rohr zu Hülse ist, ist die Klebstoffschichtdicke relativ egal. Die Bruchbilder sind so mittel. Teils adhäsiv, teils Bruch des CFKs, teilweise kohäsiv. Das Stahlblech geht aber auch schon in den plastischen Bereich über. Der relativ spröde Loctite EA 9483 liefert bei diesem Versuch ebenfalls 9000N, aber adhäsives Bruchbild. (Kohäsives Bruchbild: Klebstoff reisst in sich, auf beiden Substratoberflächen bleibt eine Klebstoffschicht nach dem Bruch. Das ist immer favorisiert, da besser vorhersagbar und oft auch besser in der Alterung) Beim einfachen Zugscherversuch: F ................................... ------------------------------ >>> F lieferten der EP 5065 und der EA 9466 die besten und recht ähnliche Werte. Mit 12,5mm Überlappung und 0,3mm Klebeschicht ergeben sich grob folgende Kräfte und Bruchspannungen. 1,5mm VA zu CFK (falls der nächste fragt wie er sein XCR-Rohr verkleben soll): ca. 24 MPa (7500N) 1,5mm Stahlblech zu CFK: um die 20 Mpa (6200N) 0,8mm Stahlblech zu CFK: Um die 13 MPa (4000N) Man sieht, Kleben ist kompliziert. Auch die Festigkeit/Steifigkeit des Substrats hat einen Einfluss auf die Festigkeit der Verbindung. Liegt z.B. dann an der mehrachsigen Verformung an der Klebestelle. Man sieht an den 0,8mm Blechen auch schon schön wie sie beginnen einzuschnüren. Je steifer das Substrat desto schöner auch die Bruchbilder hier. Der 5065 besser als der 9466. Das mit dem Bruchbild hängt aber auch mit der Automobilindustrie zusammen. Die akzeptieren das nur kohäsiv, da sich das auch besser simulieren lässt). Und dementsprechend werden die Klebstoffe auch so gezüchtet.... Der sprödere EA 9483 liefert bei diesem Versuch und 0,8mm Blech nur um die 7 Mpa. Liegt an so einem spröderen Klebstoff eine gewisse Schälkraft oder ein Anriss an, dann knacken die halt durch. Dementsprechend streuen die Ergebnisse oft auch ein bisschen mehr. Was heißt das für dein Sitzrohr? Am besten (wie schon gesagt) ein schlagzähmodifierten EP-Klebstoff einsetzen. Klebspaltdicke ist relativ egal (0,3mm ist aber ein guter Wert), Sauberer Prozess und Benetzung ist wichtiger. Aber auch mit etwas spröderem, wie dem besagten EA9483 wird das wohl funktiorien, und da liese sich halt das mit dem Vakuum eher realisieren. Die beiden anderen fließen nur widerwillig bis garnicht) Für Sitzrohr mit 30mm Durchmesser und sagen wir nur mal 20mm Überlappung kommst du auf 30mm x 3,14 x 20mm= 1800 mm^2 Klebefläche. Macht bei (sehr konservativen) 10MPa Festigkeit= 18000N statische Festigkeit. Das sollte auch mit Sicherheitsfaktoren für Ermüdung und Alterung eine ganze Weile halten. Aus konstruktiver Sicht (wie bei den Muffen auch): Spannungsspitzen vermeiden, Übergänge anfasen. Zudem zeugt die Erfahrung anderer Rahmenbauer, dass das wohl recht dauerhaft hält und die kochen garantiert auch nur mit Wasser (oder Epoxy oder MMA) Wenn man für diese Versuche übrigens die Überlappung weiter erhöht, reisst irgendwann das Substrat und nicht mehr die Klebung. Das ist dann zwar schön für Fotos, wenn der Stahl oder das CFK reisst und "Der Kleber fester als Stahl ist" .Aber es lässt sich dann nicht mehr viel über die Festigkeit der eigentlichen Verbindung sagen.....
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Isoprop tut es normalerweise auch...oder Benzin. Ace braucht's normalerweise nicht und das EP-Harz vom CFK ist normalerweise nicht so 100%ig beständig gegen Aceton, deswegen würde ich eher eben Benzin oder Isoprop nehmen. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Noize, ich hab nochmal ein bisschen über deine Verklebung nachgedacht. Falls du das mit Vakuum machen willst: - Vakuumpumpe - Butylband (Tackytape, Teroson RB 81) - PE Folie (etwas dicker) - Schlauch - Niederviskoser Klebstoff (zb. Loctite EA 9483) Dann montierst du das Rohr. Fixierst es am besten irgenwie (z.B. 2-3 Heftpunkte mit einem schnellen 2K Klebstoff) damit sich nix mehr bewegt. Dann bastelst die mit Butylband und Folie auf einer Seite der Verbindung deinen Vakuumsack. Also einmal Butyl rund um die Stahlhülse, einmal ums CFK Rohr (20mm Platz dazwischen lassen) Folie drum. Schlacuh rein legen. Mehr Butyl. Bis alles halbwegs dicht ist. Dann applizierst du auf die andere Seite schön viel Klebstoff rund um den Spalt Hülse/Rohr und schaltest die Vakuumpumpe ein. Dann müsste es dir das Zeug sauber durchziehen. Evtl mal vorher ausprobieren und dem Unterdruck spielen. (Alternativ halte ich die Variante mit leicht konischen bzw. konifizierten Klebestellen immer noch für die Beste) Falls ich die Woche Corona-Langeweile auf Arbeit habe bau ich mal ein paar Doppel-Zug-Scher-Prüfkörper Stahl-CFK, damit du mal ein Bild hast. (Die einfachen Zugscherprüfkörper haben nämlich mit der Realität Rohr zu Rohrhülse nich soo viel zu tun. ) -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Den 9480 habe ich auch schon ein paar mal benutzt (Lebensmittelnahe Zulassung) Ist halt sehr steif&spröde (E-Modul 4-5Gpa) was ich für diese Anwendung nicht empfehlen würde. Der 9466 geht schon eher in die Richtung, da etwas getoughend und lange Offenzeit für stressfreies Arbeiten. Haftung auf angeschliffenem Stahl und angeschliffenem Epoxy/CFK sollte bei den meisten Klebstoffen kein Problem sein. Kritischer ist meist die Alterungsbeständigkeit & Korossionseinflüsse (Aber beim 7. Rad sind die meist auch nciht so hoch) Großer Fan bin ich vom Teroson EP 5065. Der ist sehr stark schlagzähmodifiziert und damit nicht so spröde. Super Haftung auf Metall und von der Alterungsbeständigkeit auch gut. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Normalerweise sind die in Frage kommenden 2K EP Klebstoffe nicht sehr feuchteempfindlich. Prinzipiell senkt Wärme die Viskosität immer - beschleunigt aber auch die Aushärtung. Muss man also aufpassen. 10°C mehr - doppelte Reaktionsgeschwindigkeit. Niederviskos heisst meist halt auch niedergefüllt, wodurch die Materialeigenschaften nicht immer besser werden. Loctite EA 9483 kannst dir da mal angucken in die Richtung, falls du etwas fließfähiges zum Injizieren willst. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Scheibe vorne ist 203mm, mit Vierkolben-Sattel... Ich bin immer noch auf der Suche nach einem breiteren Tubeless-Reifen für vorne mit Naturflanke....Leider scheint's da nichts zu geben. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Nun aber noch zu meinem Lasti, das ist nun nämlich mehr oder weniger fertig. Hinters Vorderrad muss noch ein Spritzschutz. Einkaufs- und Kindertransporttest hat es bereits bestanden. Rahmen aus 25CrMo4 Rohren. Vorne 20" Laufrad, Hinten 650B. Steckachsen. Tubeless für niedrigen Druck und viel Komfort. Gelötet mit Messing, Neusilber, Silber. Alles ein wenig geübt, nicht jede Naht sieht schön aus. Ladeplatte aus Carbon, verklebt (Hier kommt übrigens ein recht klassischer Scheibenklebstoff (1k PU) zum Einsatz, da das etwas elastischer sein muss). Lenkstange aus Carbon. Custom Geo, damit es sowohl mir als auch meiner Freundin durch anpassen der Sattelhöhe sehr gut passt. Rahmen Pulverbeschichtet, Gabel Nasslack. Gewicht fahrfertig knapp unter 20kg. Fährt sich sehr gut. Unbeladen kam es mir jetzt auf der 500hm Abfahrt vom lokalen Heidelberger Hügel (Königstuhl) bei höheren Geschwindigkeiten zu Lenkerflattern. Das ist ja leider auch von den meisten käuflichen Lastenrädern dieser Bauart berichtet. Ihh habe jetzt das Lenkgestänge nochmals frisch gelagert und spielfrei eingestellt, Luftdruck im Vorderreifen auch noch ein wenig abgesenkt. War seit dem aber nicht mehr auf dem Berg. In der Stadt soweit alles pico bello. Weiß also noch nicht so recht ob das nun ein (echtes) Problem ist oder nicht. Falls es mich dann dochmal nervt rüste ich noch einen Lenkungsdämpfer nach (Siehe LarryVsHarry Bullitt) Sonst Einkauf mit 40kg problemlos, Kind mit Maxicosi ebenfalls problemlos (Dafür ist auch die Adapterplatte auf der Ladefläche) -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Zum Kleben: Am schönsten wären sicher zwei leicht konische Klebeflächen um eben dieses Geschmiere nicht zu haben. Ansonsten halt eben mal ein Probestück mit der gewünschten Geometrie und dem gewünschten Klebstoff zusammenfügen, aushärten lassen und dann ausseinanderrupfen und gucken wie die Benetzung und das Bruchbild ist. Wenn Hilfe brauchst, wie gesagt, ich mach das mit der Klebstoffprüfung tagtäglich. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Das türkise Monster fährt inzwischen. 18,9kg so wie auf dem Bild. Ein bisschen mehr wirds noch. Die Platte muss ich noch ankleben, die ist aktuell nur fixiert mit 4 Schrauben. Die Seiten der Ladefläche kriegen vmtl. noch eine Textilbespannung o.Ä. Aber jetzt erst mal ein paar Probefahrten.
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Also: Die Anaeroben Klebstoffe (Welle-Nabe) aus Link 1 mal wieder schenll vergessen für Verbindungen mit Kunststoff. Die sind für Metall-Metall. Der Hybride aus dem letzen Link kannst im Prinzip auch vergessen. Mag zwar funktionieren aber der ist nur Hybrid um möglichst schnell auszuhärten. Das letzte was man bei so einer Verklebung aber braucht ist Stress weil der Klebstoff so schnell anzieht. Zum Glück sind solche Online-Anwendungsberater so schlecht, sonst hätte ich keinen Job mehr... Mit dem 2K Epoxy bist im Prinzip schon auf der richtigen Fährte. Am besten ein schlagzäh-modifizierter. Aus dem Henkel Programm kann ich Teroson EP 5065 empfehlen. Von der Dow kannst den Betamate 2096 zB anschauen. Bei 3M würde ich evtl eher den DP490 statt den DP420 nehmen, da der etwas anthixotropiert ist. Klebespalt Literaturwert: 0,3mm. Die Realität sieht aber relativ komplex aus und ein etwas größerer Spalt kann auch von Vorteil sein, hängt aber alles sehr von der Fügegeometrie und -partnern ab. Um keine Wissenschaft draus zu machen würde ich die 0,3 (+0,3 / - 0) empfehlen bzw. das was du ja oben schon geschrieben hast. -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Klar. Leben in die Bude ist immer gut. Mein Lastenrad nähert sich auch dem Ende....
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Was man so liest kommt das Flatten nicht nur von zu losem Lenkkopflager. Habe zusätzlich den Steuerrohrwinkel ziemlich flach gewählt um viel Nachlauf zu haben. Und steifer Rahmen, eh klar. Hydraulische Lenkung habe ich auch überlegt, Seilzuglenkung auch und am besten fände ich sogar Steer-by-wire, Nabendynamo ist ja eh dran für die Stromversorgung. Schlussendlich hatte aber oberste Priorität das Teil vor der Einschulung des Sohnemanns fertig zu haben.... -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Danke für die Blumen, aber mit ein paar Ausnahmen ist das ja eine recht ebene Angelegenheit ohne schlimme Winkel. Das Lenkgestänge nimmt auch Form an. Die Drehteile aus 7075 fertig in Form gebohrt, gefeilt (Ich brauch ne Fräse), und geschnitten. Die Winkeverstärkungen aus CFK Platte gesägt (Stichsäge-Bosch CFK Blätter - Top) und mit 2K-PU aufgeklebt. Muss nur noch die Alu/CFK Verbindungen kleben. Perfekter Anwendungsfall für CFK: Bekannte Lastrichtung und super Gewichts/Steifigkeits-Verhältnis für hohe Eigenfrequenz. Hoffentlich also kein Lenkerflattern wie bei vielen anderen LongJohns (was man so liest)
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Kleines Update zu meinem Lastenrad: Es fährt! Also es fuhr, es ist schon wieder zerlegt für die letzten Anlötteile und den Lack Die Probefahrt habe ich mit einer improvisierten Besenstiellenkung aus 20mm Buche Rundholz gemacht, was erstaunlich gut funktioniert hat. Fahrverhalten einwandfrei. Das Gestänge mache ich jetzt nochmal in Carbon und schön und verbessere es auch noch an ein paar Stellen. Den Lenker am Steuerrohr habe ich aus UD-CFK gemacht um eine Torsionsweiche und Biegesteife Verbindung zu haben, die kann aber ruhig noch etwas steifer werden. Dummheit der Woche: In der Hektik den Tretlagergewindeschneider falsch herum durchs TL gejagt (ging wie Butter). Schlussendlich hab ichs mit 34% Silberlot aufgefüllt und nochmal geschnitten. Sollte halten.... Sowas Dummes ist mir echt selten passiert. Hat halt pressiert wie'd Sau mit der Probefahrt. Aktuell hirne ich über die Konstruktion des Ständers, das ist recht knifflig und reichlich unsexy. Aber zu kaufen gibt's nix... Zudem überlege ich, wie Farbe auf die Karre kommt. Selber lackieren kann ich vor März wohl vergessen, weil zu kalt. Evtl. frage ich die Woche mal ein paar Pulverbeschichter an. Entdeckung der Woche: Das LFB Flussmittel mit kochendem Wasser übergiesen und zu großen Teilen damit abspülen. Dann den Rest mit Akkuschrauber und feiner Messingzopfbürste beharken und im handumdrehen ist der ganze Flussmitteldreck weg.
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Wenn du willst kann ich dir mal so ein Paragon DM Road Ausfaller vermessen.... Hab ich da -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
bob600 antwortete auf Noize's Thema in Selberbruzzler
Hab mir jetzt halt doch den Fräser gekauft, keine Zeit für Sachen, die sich mit überschaubarem finanziellen Aufwand regeln lassen. Funktioniert gut, wenn man den Durchmesser der Gabelkrone davor (mit der Feile) auf ein gewisses Maß bringt. Das Cargobike steht schonmal auf eigenen Rädern. Gabel ist soweit fertig.