Ben-Dixen
-
Gesamte Inhalte
82 -
Benutzer seit
Inhaltstyp
Profile
Forum
Galerie
Alle Inhalte von Ben-Dixen
-
Hallo, ich wollte nur eben kundtun, dass das Lincoln einen neuen Besitzer hat. Grüße Kai
-
Hallo miteinander, ich hätte hier ein wenig genutztes backup Schweissgerät abzugeben. Es handelt sich um ein Lincoln Invertec V270-TP Ein paar Eckdaten: HF Zündung 270A reine DC Leistung alles an Einstellmöglichkeiten was man zum Bauen von Stahl und Titanrahmen braucht. incl. Pulser und Schnellpuls (ich glaube bis 400hz) recht kompakt und noch bequem tragbar (ich glaub um die 15kg) incl. Pedal und kleinem 9er Trafimet Brenner mit flexiblem Kopf, Lederschlauch also alles so, dass es insbesondere für filigrane Aufgaben taugt. Bei Abholung gäbs natürlich ne ausführliche Einführung/Erklärung der Funktionen Die angehängte Schweisserei ist genau mit der Maschine gemacht. Bilder vom Gerät selbst kann ich noch nachliefern. Preisvorstellung 1350,-€ VB (Gerät 1000,-,+ Pedal 250,-,+ Brenner 100,- ; ja ich weiss, es gibt Chinakracher für die Hälfte....) Bei Fragen meldet Euch einfach. Grüße Kai

-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
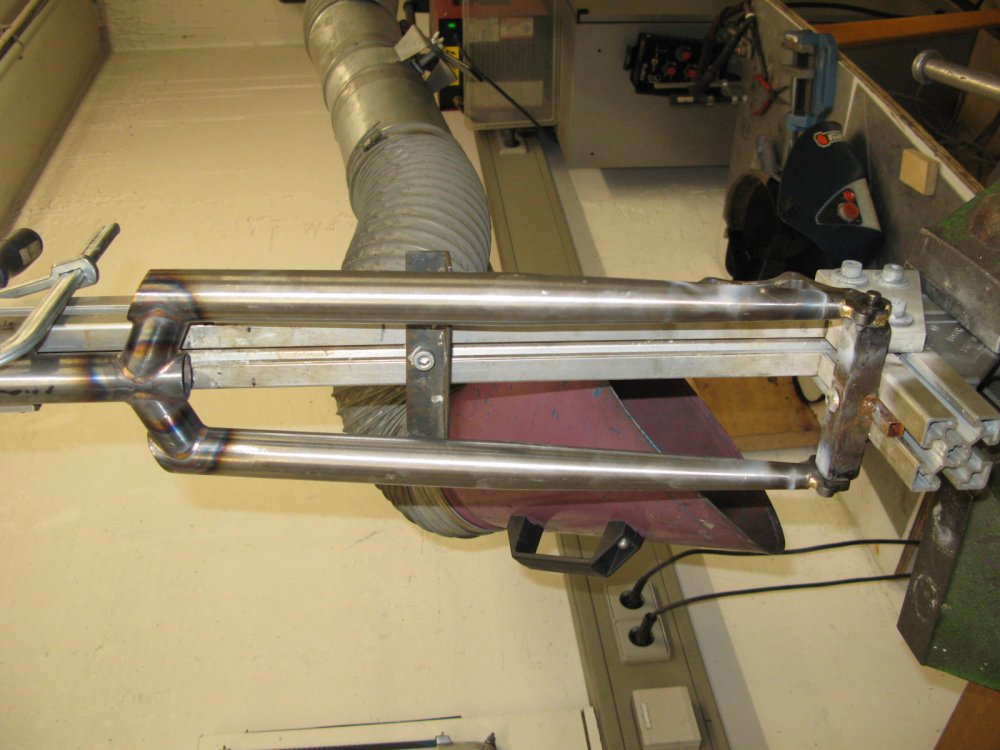
Hallo Miteinander, weil es immer wieder mal Thema ist ein paar Hinweise zu meine Ausfallern, die der eine oder andere hier verbaut. Picknicker: das mit der unterschiedlichen Länge ist doof und so nicht beabsichtigt. Es gibt verschiedene Generationen (in einer Generation sind die Anschlüsse für Ketten und Sitzstreben natürlich deckungsgleich), aber je nach Distributor kann es sein, dass er da mal was durcheinandergebracht hat... Hintergrund für die neuere längere Generation ist, dass der eine oder andere bemängelt hat, dass die Anbindung des Scheibenbremsauslegers insbesondere bei geraden Kettenstreebn nicht so leicht ist. Da entsteht tatsächlich ein größerer Spalt, den man aber eigentlich sehr gut zulöten kann. Außerdem kann es sein, dass man bei der kurzen Ausführung und größeren Ritzeln innenseitig Platzprobleme bekommt, wenn man die Streben nicht abflacht. Was auf jeden Fall auch hilft die Überlappung hier zu verbessern ist ein Ansetzen der Kettenstreben möglichst weit außen an den Ausfallern. Im Zweifelsfall ruhig ein bisschen innenseitig von dem Sockel, der in die Strebe gesteckt wird, abnehmen. Dann lässt sich die Strebe innenseitg fast bündig anbinden. Hat natürlich zur Folge, dass außen etwas mehr zu füllen ist. Ich schweisse hier dennoch. Apropro Schweissen. Inzwischen sind hier ja auch einige Schweisser unterwegs. Habt ihr Interesse daran Eure "setups" zu verraten? Gerade Einsteiger müssen dann vielleicht nicht so viel rumprobieren. Ich fange gern an: Gerätetechnik: derzeit älteres EWM AC/DC powersinus mit externem Pulsfernregler und Pedal (ich bin aber ein bisschen "Sammler" was das angeht und hab auch noch backupgerätschaft ;-) 9er CK Brenner ohne jegliche Taster oder so 1,6er Nadel (meist gold), am Doppelschleifbock oder Bandschleifer gespitzt (Akkuschrauber hilft, wenn man sich nicht die Finger verbrennen will bei kurzen Nadeln), keine Abflachung vorn keine Gaslinse, meist 7er Düse in blöden Ecken auch mal ne 4er tacken ohne Pulser Hauptrahmenverbindungen in der Regel mit langsamen Pulser: bei der Verbindung im Bild mit: I1: 60A I2:25% T1:0,5s T2:0,75s je nach Gerät stellt man die Zeiten aber über die Frequenz ein, dann siehts natürlich etwas anders aus mit den Werten. Ich ziehe in der I2 Phase weiter und schmelze bei I1 ab. Ich weiss, dass es viele gibt die den Draht in die Naht pressen und gleichmäßig drüberfahren. Ist schlussendlich Geschmackssache und eine Frage der Gewöhnung.. Grüße Kai
-
...aus dem ECDS Thread extrahiert... Apropro Schweissen. Inzwischen sind hier ja auch einige Schweisser unterwegs. Habt ihr Interesse daran Eure "setups" zu verraten? Gerade Einsteiger müssen dann vielleicht nicht so viel rumprobieren. Ich fange gern an: Gerätetechnik: derzeit älteres EWM AC/DC powersinus mit externem Pulsfernregler und Pedal (ich bin aber ein bisschen "Sammler" was das angeht und hab auch noch backupgerätschaft ;-) 9er CK Brenner ohne jegliche Taster oder so 1,6er Nadel (meist gold), am Doppelschleifbock oder Bandschleifer gespitzt (Akkuschrauber hilft, wenn man sich nicht die Finger verbrennen will bei kurzen Nadeln), keine Abflachung vorn keine Gaslinse, meist 7er Düse in blöden Ecken auch mal ne 4er tacken ohne Pulser Hauptrahmenverbindungen in der Regel mit langsamen Pulser: bei der Verbindung im Bild mit: I1: 60A I2:25% T1:0,5s T2:0,75s je nach Gerät stellt man die Zeiten aber über die Frequenz ein, dann siehts natürlich etwas anders aus mit den Werten. Ich ziehe in der I2 Phase weiter und schmelze bei I1 ab. Ich weiss, dass es viele gibt die den Draht in die Naht pressen und gleichmäßig drüberfahren. Ist schlussendlich Geschmackssache und eine Frage der Gewöhnung.. Grüße Kai
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo, nach etwas längerer Forenabstinenz schaue ich auch mal wieder rein. Da geht ja nach wie vor einiges...Respekt!! Zu der konkreten Frage mit dem Kona und den Rohloff Ausfallenden. Ich würde die Streben so lassen und das Ausfallende bearbeiten. ca. so: Am Stummel für die Kettenstrebe einfach unten etwas wegnehmen, sodass die Strebenunterkante mit der Unterkante des Ausfallendes bündig werden kann. Oben, dem Durchmesser der Strebe entsprechend das Ausfallende schlitzen und dann die Strebe über den Stummel schieben und tüchtig einlöten. Bei ordentlich Überlappung ist das so kein Problem. Viel Erfolg. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hi Ulrich, du hast natürlich recht. Das geht nicht überall und war auch mehr als Anregung allgemein zu verstehen. Ich selber bau ja meist Unicrown, da ist das kein Problem und bei Hydraulikleitungen (bei mir auch 90%) kann man sehr eng um die Ecke. Da hat man bei mechanischen Bremsen mehr Einschränkungen und Druckpunkt, Reibung... sind klar übergeordnete Kriterien. Ja schade, ich sollte mal nen Schlenker über Bamberg machen. Hin und wieder fahre ich nach München, aber dann meist unten rum. Inzwischen (mit Baby) ist das aber auch seltener geworden. Thomsen: Das QH war sicher Inspiration, gut erkannt...ich hab den Rahmen für mich als Zugmaschine für den Singletrailer gebaut, bin aber noch nicht dazu gekommen den aufzubauen, obwohl Teile genug rumliegen. Als Ingo seinen ersten 29er Proto, damals noch für einen anderen Anbieter, gemacht hat war ich dann mit der Umsetzung vertraut. Die Bildermacherei kommt immer ein bisschen kurz, sieht man ja auch auf der Website. Aber ich bemühe mich um Besserung (auch im eigenen Interesse). Schöne Grüße allen! Kai PS: Der Titel des treads passt doch schon lang nicht mehr, gescheitert sind doch hier die wenigsten und es gibt viele tolle Ergebnisse!! -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Zusammen, ich wurde zuletzt immer mal wieder gefragt, wie ich meine Ausfallenenden die ja zwischenzeitlich bei Totem-Bikes oder ceeway erhältlich sind einbaue. Vorab: Grundsätzlich gibt es alle Varianten in VA oder auch in rostendem Stahl. Wenn man die rostenden verwendet, kann man diese an den Bremsaufnahmen und der LR Achse ja auch noch mit den VA faceplates veredeln. Schweissen kann man alle Varianten, mit Messing und Silber sind die rostenden zu verarbeiten und die VA Varianten sollten mit silber gelötet werden. Ich schweisse zumeist! Einzig den Auslager für die Bremse, der sich auf der Kettenstrebe abstützt löte ich. Wenn dieser sehr weit außen über die Strebe ragt, weil die Strebe gerade zum Tretlager läuft knicke ich die vordere Spitze vor der Bohrung einfach ein (mit Schraubstock und sanfter Gewalt. Nur denn der Rahmen fillet brazed wird, dann löte ich hinten auch. Dann nehme ich in aller Regel die Stahl Variante mit faceplates. Dann kann ich Messinglot verwenden, was ein bisschen mehr Sicherheit gibt (große Bedenken hätte ich auch mit Silberlot nicht, aber das Messing füllt einfach den Spalt besser und fließt nicht so schnell davon). Der Stummel auf den die Strebe gesteckt wird ist so lang, dass man nicht großartig die Strebe schlitzen muss. Wenn man dies zu stark machen würde kann es Probleme mit größeren Ritzeln geben. Ich selber schlitze nichts. Gerade ablängen, Draufstecken, Schweissen, Fertig.... Bilder anbei. Im Moment baue ich recht viele Segmentgabeln, auch hier ein paar Bilder. Die Gabellehre ist sehr alt und die möchte ich mal irgendwann durch eine neue Ersetzen. Die Bauteile stammen noch von gesammelten Werken vom Schrottplatz. Ich glaube der eine oder andere Hobbybauer von Euch hat da was schickeres mit besserem Zugang zu den Fügestellen. Weil hier letztens die Leitungsverlegung für eine Scheibenbremse an der Gabel Thema war: Hier finde ich es geschickt hinter der Gabelscheide hochzugeehn und dann an der Gabelkrone (quasi dem Verlauf der Krone folgend) auf die rechte Seite zu wechseln. Man kann hier auch die Bohrung fürs Schutzblech nutzen und eine Schraubschlaufe anschrauben, die die Leitung führt. So gibt es einen harmonischen Bogen und es schubbert nichts an Steuerrohr oder Steuersatzschale. Mich nervt es immer wenn der häufig teure Steuersatz so häßlich abgeschliffen wird. Schöne Grüße allen! Kai [ATTACH=CONFIG]142956[/ATTACH]
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo zusammen, die heatsinks fungieren in unseren Fällen weniger als Hitzeableiter (zumindest nicht sonderlich erwünscht), sondern viel mehr als "in Form Halter". Wenn ich ein 0,5mm Sitzrohr auf ein viel dickeres Tretlagergehäuse schweisse beispielweise, ist es ja eher erschwerend, wenn ich dann noch im Tretlager einen Klotz habe, der mir Wärme abführt. Ich muss noch mehr drafhalten und erhöhe die Gefahr, dass mir das Sitzrohr wegbrennt. Daher sind meine Heatsinks so gemacht, dass sie wenig Kontaktfläche zum Rahmenrohr haben. Im Falle des Tretlagers sind die Kontaktflächen bei mir dann noch aus schlecht wärmeleitenden Titan. Fillet Pro habe ich mir auch mal ein bisschen kommen lassen. Ich fand das aber nicht so die Offenbarung. Ich bin klar bei Standardmessing für fillets und Silber für Anlöter und Muffen geblieben. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Bastl, das dürfte alles 1.7339 (Sg Crmo1) sein. Für Schwarz-weiss Verbindungen wie Ausfaller-Streben dann gern 1.4316 (Er308). Die Amis nehmen oft weldmold 880t, das ist hier schlecht zu bekommen, hab ich aber auch mit rumprobiert. Funktioniert aber auch gut und geht auch für schwarz-weiss Verbindungen. Ein guter Kollege hat das auch probiert und findet es eher doof und war enttäuscht. Ist wie bei so vielem Geschmacks- und vor allem Gewöhnungssache. Schlussendlich sollte man sich auf was einschießen und dann dabeibleiben (nicht ständig an allen Parametern rumschrauben). Dann gibts am ehesten Routine und gute Ergebnisse. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Zusammen, allen auch zunächst mal ein gutes neues Jahr und eine ruhige Brennerführung!! Ich schweisse ja rund 90% meiner Rahmen, daher hier auch ein paar Eckdaten von mir. Zunächst aber: Was bei mir funktioniert und was ich für gut befinde, muss nicht jedermans Sache sein. Es gibt oft nicht richtig und falsch, sondern viele Wege die nach Rom führen. Ich schweisse außerhalb der Lehre fertig, auch wenn meine Lehre schweissen in der Lehre zuließe. Die unvermeidlichen Verzüge minimiere ich durch die Schweissreihenfolge. Wenn man hin und wieder einen Rahmen mit S&S couplern baut merkt man recht schnell wieviel Spannung im Rahmen "steckt." Baut man die Coupler auseinander und es macht plopp, und nichts passt mehr ohne Biegen zusammen, ist was falsch gelaufen. Brenner nutze ich einen 9er ohne Taster oder Wippe. Dazu mit flexiblen Leitungen und Ledermantel. Pedal ist dann natürlich nötig und auch absolut empfohlen. Pulser hilft hier und da. Man gewöhnt sich dran, es geht aber auch ohne. Nadel nehme ich 1,6er (gold, grau, pink.., ich merk da eigentlich keine Unterschiede). Schweisszusatz meist 1,2 Zum Tacken 1er, wenns an große Spalten geht (wie bei den Ausfallern, wenn mit nem 6er Stummel in eine 13,5er Strebe gesteckt) dann 1,6er. Gas meist zwischen 4 und 8l in Verbindung mit eher kleiner Düse (meist 7, an ekligen Stellen wie zwischen Sitzstreben bei großen Rennrahmen auch mal ne kleinere verjüngte). Mit Gaslinsen habe ich eher durchwachsene Erfahrung. Haben bei mir eher durchwachsene Ergebnisse gebracht und waren auch schnell zu, hatte ich den Eindruck. Ich schweisse auf dem Tisch, einige schweissen in nem Montageständer oder lehnen sich stehend mit den Unterarmen auf eine Art Portal, wo der Rahmen hinten dran drehbar aufgenommen ist. Ich baue zunächst den Hinterbau mit Sitzrohr und bringe dann Ober, Unter und Steuerrohr dran. So ist das für mich das handling und die Zugänglichkeit besser, als wenn ich irgendwelche Kettenstrebenstege einschweisse, und vorn hängt schon das ganze Geraffel dran. Wenn ich weiss, dass ein Rahmen sehr viele Anlötteile einseitig bekommt, bringe ich die vorher an die Hauptrahmenrohre. Sonst bringt es gar nichts toll irgendwelche Schweissreihenfolgen zu beachten. Spätestens mit den Anlötern zieht man sich das Ergebnis wieder krumm. Grüße Kai
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo, Ulrich und Georg haben mein Geschreibsel hinsichtlich der Biegerei richtig interpretiert. Die Spitze vorn einfach ganz leicht biegen. Die Kontaktfläche zur Strebe ist dann recht groß (ca.30x8mm) da ist Silberlot gut ausreichend. Ich nehm für Crosser auch eher gerade Streben. Für maximale Reifenfreiheit ovalisiere ich im kritischen Bereich noch etwas, oder Beule die Streben innenseitig leicht ein. (gutes Widerlager aus U-Profil, mit faserverstärktem Polyesterspachtel gefüllt und dann Strebe abgeformt/abgerundeter Holzstempel) Für 425mm Hinterbau genug Reifenfreiheit und kein Stress bei der Kurbelwahl. Evtl also wirklich andere Streben nehmen und diese zurücklegen. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
naja, tordieren tuts die strebe ja immer, da macht die positionierung der aufnahme wenig unterschied. wie stark hängt dann vom abstand der scheibe zur strebe ab. die torsion hättest du nur weg, wenn die scheibe durch die strebe laufen würde. löten der geschichte mit silber ist kein problem. das ist richtig fläche. bei rostenden ausfallern geht natürlich auch messing (ich weiss nicht mehr, welche ich damals verschickt habe). grüße kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo, nun mal nach längerer Zeit auch wieder ein Beitrag von mir. Die Ausfaller in der Form wie Du sie hast schweisse ich hinten an die Ketenstreben. Einfach stumpf aufgesteckt, ohne Schlitz. Ist aber durchaus sportlich, weil man nen größeres Loch füllen muss. Vorn feile/schleife ich am Bandschleifer immer so, dass die Auflage vom Winkel gut zur Strebe passt und der Spalt nicht sooooooo groß ist. Dann Löte ich mit silber. Wenn (vom Kunden) gewünscht, bekommen die Kettenstreben gedrehte Spitzen hinten eingeschweisst , wo auf der Innenseite dann eine Aussparung ist, die seitlich angelegt wird (wie damals bei Fat Chance, siehe rosanes Rad von meiner Internetseite). Dann kommt die Strebe nach aussen und vorn ist der Versatz geringer. Du kannst aber auch knapp hinter der vorderen Bohrung noch leicht abwinkeln (Schraubstock+Gewalt), sodass die Spitze des Ausfallers der Linie der Kettenstrebe folgt. Dabei natürlich def nur hinter der Bohrung biegen! sonst gibts Probeme mit der Scheibe. Schau auch, dass du je nach Scheibengröße genug Platz für eben diese hast! Ich verwende selten 2-bend-Streben. Mit diesen wird es schnell mal eng! Also vorher abklären, bevor du nachher unschön beulen musst. Ich spanne alles in der Lehre auf einmal auf, daher stellt sich mir dieses Winkelproblem, was nun bei dir hinten auftritt nicht. Ist das denn schon alles fertiggelötet? Im worst-case hilft hier nur nochmal Lötung öffnen und Winkel neu Anpassen. Viel Erfolg!! Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Moin Miteinander, das die Ausfaller von mir sind, hat Ulrich gleich mal richtig erkannt. Ich hab sie ja auch schon immer auf Anfrage weitergegeben, habs eben nur nicht beworben. Peter hat mich gefragt, ob er sie haben kann und von sich aus angeboten, mir das Verschicken in Deutschland zu überlassen. Wer Sie in Deutschland also brauchen kann, kann sich ruhig bei mir melden. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Zusammen, und von mir natürlich auch erstmal alles gute fürs neue Jahr. Das mit der Ordnung in der Werkstatt ist so eine Sache Ulrich. Ich bin ja ganz gerührt, dass Du es so ordentlich bei mir fandest. Ist aber nicht immer so und ich bin ja auch quasi Untermieter. Und ansonsten sind die Maßstäbe im Hause was Arbeitsorganisation, Ordnung und Sauberkeit angeht sehr hoch. Da kann ich dann nicht zu sehr hinterherhinken ;-) Schöne Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Abstand der Brennerspitze dürfte so zwischen 5-15mm liegen, schätze ich. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo, ja das kann man fast so sagen. Ich fahr ein paarmal mit der Flamme über einen größeren Bereich drüber, damit das Flussmittel trocken ist und eine gewisse Grundwärme da ist. Dann sehr schnell auf den Punkt. Dabei richte ich den Brenner schräg in die Kehle, wobei er immer etwas mehr auf das dickere oder durchgehende Rohr (z.B. Steuerrohr) zeigt. Zum einen brauche ich da mehr Hitze, weil ja mehr reingeht und auch abgeführt wird, zum anderen wäre hier ein Bindefehler durch zu schnelles und kaltes Löten sehr viel böser. Brechen würden das Steuerrohr oder Sitzrohr ja sowieso nicht. Man sieht auf dem Bild ein bisschen die Flammenrichtung an dem durchgehenden Rohr. Die nimmt dann beim Drüberstreichen etwas Lot von der Kante mit, sodass es wie ausgefranst aussieht. Ich hoffe man sieht was ich meine, von der auslaufenden Kante ziehen so feine Strukturen (wie eine Skyline oder so) weg. Man sieht auch am Flussmittel, dass ich zugesehen habe, dass der Bereich des tatsächlichen Wärmeeinflusses eher klein ist und die Wärmekonzentration tendenziell immer eher auf dem durchgehenden Rohr lag. Auf eigentlicher Löttemperatur ist wie gesagt immer ein nur sehr kleiner Bereich. Wenn ich den Eindruck habe, mir wirds auf einer Seite gerade generell zu heiß, dann mache ich in der anderen Richtung weiter (wobei das bei nem Rahmen auch immer ein bisschen von der Zugänglichkeit und dem handling des gesamten im Montageständer anhängt). Schlussendlich ist wie beim Schweissen auch eine vernünftige Vorbereitung, Ergonomie, Positionierung der Bauteile .... essentiell hilfreich. Anfangs vergisst man vor lauter Aufregung vielleicht des öfteren den Rahmen im Ständer weiterzudrehen, später läuft das fast automatisch und man macht das sehr kleinschrittig, sodass die Schwerkraft hilft. Ein Kardinalsfehler den ich wiederholt bei Anfängern beobachtet habe ist, dass wegfließendem Lot mit der Flamme hinterhergegangen wird. So treibt man es nur weiter voran und verteilt es noch. Lieber kurz festwerden lassen, den Bereich wo es eigentlich hinsoll erwärmen und dann immer wieder in kleinen Portionen von davongelaufenen Klecks was abschmelzen und dann mittels Flamme in den bereits erwärmten Bestimmungsort ziehen. Evtl ist das auch eine ganz gute Übung, wenn man mal nen Batzen Lot bewusst nen cm neben der eigentlichen Naht platziert und den dann versucht rüberzuziehen. So wird einem schnell klar, wie man da Lot mit der Flamme steuern kann. Und ja, ruhig mal 5 Verbindungen an einem Tag machen, das hilft sicher. Wenn man das mal raushat muss mans nicht ständig wiederholen, ich habe bestimmt seit Monaten keinen fillet Rahmen gebaut, das fillet gestern war das erste und einzige, aber am Anfang hilft nur üben üben üben. Wenn Ihr eine solide Standbohrmaschine habt könntet Ihr es zumindest für Übungen ja auch mal mit Lochsägengehrungen versuchen. Dazu muss das Rohr aber wirklich gut gespannt sein und die Bohre sollte auch nicht groß wackeln. Evtl schaffe ichs auch demnächst mal ein paar mehr Gehrungen aus Rohrresten zu machen und euch ein carepaket rüberzuschicken. Dann könnt Ihr euch aufs Löten konzentrieren und braucht nicht immer ewig feilen. Aber eigentlich hat Ulrich schon recht, Übung beim Feilen schadet auch nicht. Viel Erfolg auf jeden Fall Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
hallo ulrich, danke, danke, eigentlich bin ich aber auch nur faul. die nacharbeit ist ja schon aufwändig bis lästig, da ist es ureigenes interesse, wenn man nachher möglichst wenig runterhobeln muss. was den brenner angeht, ist das ein minitherm von messer, der ist noch sehr viel kleiner und leichter. echt großartig muss ich sagen. ganz feine, flexible schläuche und superleicht. dennoch hinreichend bumms (zumindest mit aze) auch für dickere tretlagerghäuse und ähnliches. was er leider nicht so abkann ist das flux. da verstopft er oft, weil kleine flocken irgendwo im schlauch entstehen und dann die ventile verstopfen. die muss man oft putzen und den schlauch mal durchblasen. aber wenn man eh keinen fluxer hat ist das ding wirklich unschlagbar. von irgendeinem hersteller gibts was vergleichbares, da heist er liliput (evtl von perkeo?) wie gesagt ohne flux geht es auch, den luxus hatte ich anfangs auch nicht, für muffen und microfillets brauchts das def. nicht, bei fillets erleichtert es etwas, aber von allein gehts auch nicht. wenn ich zu doll draufhalte, britzelt mir auch das lot weg. wenn du das, oder nen azebrenner (du nimmst propan, oder?) mal ausprobieren möchtest, kannst du gern mal wieder in fr vorbeischauen, wenn du in der nähe bist. grüße kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Georg, ja die Vallorbe Grobet Feilen sind super, da hab ich auch ein paar von. Ansonsten nehme ich auch ganz gern die günstigen und sehr schön griffigen Sägekettenfeilen. Ich hab nen Fluxer, das ist ne feine Sache, aber nicht unbedingt nötig (sprich, vorher gings auch). Bei Spaltlötungen bringts ja eh nicht viel. Aber ich mache ja mehr fillets als Muffen. Flussmittel pinsel ich trotzdem immer tüchtig und zumindest bei Silberloten nehme ich auch gern ummantelte Stäbe. Ich finde ordentlich Flussmittel sehr hilfreich zur Temperaturerkennung und außerdem "dämpft" es die Hitze etwas, sodass man nicht so schnell verbrannte Stellen bekommt, wenn man nicht aufpasst. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Filletierinteressenten, ich hab nochmal versucht in etwa festzuhalten, wie meine Fillet Flamme beschaffen ist, damit ich möglichst wenig Wärme insgesamt reinbringe und mir das Lot nicht dahin fließt, wo ich es nicht haben möchte. Das ganze mit einer 1er Spitze (nur beim tretlager nehme ich manchmal ne 2er), die ist wenn ich mich recht erinnere für 0,5-1mm Schweissaufgaben. Also schon recht fein. Schlussendlich führen wahrscheinlich auch hier viele Wege nach Rom, aber ich tu mich einfach sehr viel leichter, wenn die Flamme sehr auf den Punkt ist und ich mich Stück für Stück ums Rohr rumarbeite. Dabei ist dann jeweils nur immer ein Bereich von 1cm Durchmesser auf Löttemperatur. Grüße Kai
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Moin Ulrich, war ja tatsächlich auch etwas chaotisch von mir geschrieben. Ich möchte eben auch nur nicht, das der Eindruck entsteht man könnte irgendwas in den Spalt füllen und dann wird das schon halten. Daher meine im letzten Post genannte "Mindestfestigkeitsliste" Lot für die entsprechenden Verfahren. Wobei ich dir natürlich dahingehend recht gebe, dass Einsteiger mit Neusilber wohl an zuverlässigsten zu sicheren Ergebnissen kommen. Ich nehme das eben nur nicht, weil bei mir die fillets entweder ausdrücklich groß gewünscht sind, oder eben aus wirtschaftlichen Erwägungen geschweisst wird. Grüße nach Oberfranken! Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Ulrich, hallo Thomas, mit Neusilber und Silber habe ich mich vielleicht missverständlich ausgedrückt. Bei Neusilber (L-CuNi10Zn42) habe ich keine Schmerzen, das halte ich für unbedenklich, in meinen Augen auch das Einzige was für Microfillets taugt und insofern auch für die angesprochene Zielgruppe gut geeignet, weil ein sauberes Spaltfüllen hinreichend ist. Ich nehme Messing, weil es sich für Fillets (große Radien, kleine schweisse ich) einfach besser modellieren lässt und besser nachzubearbeiten ist. Für Microfillets würde ich auf jeden Fall Neusilber (z.B. Castolin 16) nehmen. Silberlote (ich sach mal ab L-Ag34 aufwärts) sind mir persönlich bei dieser Arbeitsweise zu riskant. Was mich schlicht etwas alarmiert hat ist z.B. der Bruch eines Rahmens im Nachbaruniversum/Forum, der mit Silber im Tretlagerbereich gefügt wurde und nicht lange gehalten hat. Beim Steuerrohr ist sowas dann durchaus gefährlich und eben gerade Laien/Anfänger sollten in meinen Augen keine Experimente machen und auf das Material setzen, welches am meisten toleriert, bzw. auch bei nicht perfekter Verarbeitung die größten Sicherheitsreserven bietet. Bedeutet für mich (persönliche Meinung, kann man halten wie ein Dachdecker): für Microfillets nur Neusilber für Fillets mindestens Messing (ausgenommen bei Edelstählen, wenns denn sein muss) für Muffen Silberlot mit Silberanteil ab 40% Damit fährt man auch als Anfänger sicher. Ich hoffe das war verständlicher. Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hallo Thomas, was das Neusilber angeht, gebe ich dir recht. Das brauchts wirklich nicht und macht ja auch weltweit kaum jemand. Jegliche Silberlote halte ich an kritischen Muffenlos-Verbindungen (insb. Steuerrohrbereich, Gabeln...) aber für heikel. Das liegt schlicht daran, dass ich schon ein paar katastrophale Schadensbilder bei solchen Verbindungen gesehen habe. Und das waren keine Verbindungen die von Laien gefügt wurden. Einen vergleichbaren Schaden habe ich bei einem Messinglot gefügten Rahmen nur 1mal gesehen, und das obwohl sehr viel mehr Rahmen unterwegs sein dürften, die mit Messing statt Silber filletiert wurden Das kann mit Silber sehr lange gut gehen, aber wenn solch eine Verbindung dann versagt, geht das sehr plötzlich und kann sehr sehr unangenehm sein. Ein Rahmenversagen, aufgrund eines weichgekochten Rohres ist als wesentlich unkritischer einzustufen, denn wenn das Rohr selbst hinter der Naht versagen sollte, geschieht dies in aller Regel nicht plötzlich und man hat 2 Rahmenhälften vor sich. Die Vorteile durch das Silberlot (ja welche eigentlich?, weniger Verzug? bekommt man mit geeigneten Maßnahmen gut in den Griff, geringere Temperatur, leichtere Nacharbeit?) stehen in keinem Verhältnis zu den Nachteilen (höherer Preis, je nach Legierung schwerer zu modellieren, ja nach Lot und Löter mehr Poren) und zuallererst dem Risiko. Warum also kein Messing, das sehr viel mehr Sicherheit bietet? Grüße Kai -
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Hi Bastl, formieren musst Du auch bei VA zum Üben nicht. Aber die 0,5 am Rohr sind schon recht dünn. Möchtest Du Titan verarbeiten, dass Du unbedingt formieren möchtest? Fang anfangs ruhig etwas dicker an, 0,8-1,1mm oder so. Dann bist du nicht so sehr damit beschäftigt dich aufs "Nicht Durchbrennen" zu konzentrieren und kannst dich auf Brennerführung, Ergonomie, Zusatzzufuhr etc konzentrieren. Titan wäre ja auch dicker und ist nicht so schnell durchgebrannt, außderdem schweissen hier fast alle "double pass", also quasi in mehreren Durchgängen. Ich schweisse generell mit Pedal, Zusatz von 0,8-1,6mm, wobei das meiste mit 1 oder 1,2 erledigt wird. Nadeln mit 1,6 sind fein genug, die noch dünneren sind mir persönlich zu filigran. Anschleifen geht recht schön und gleichmäßig, wenn du die Nadel in einen Akkuschrauber spannst und den langsam drehend an die Schleifscheibe führst. Man verbrennt sich so nicht ständig die Finger ;-) und es wird sehr gleichmäßig. Argon kannst du beim Üben ruhig sparen, das kostet ja auch, 5l reichen eigentlich fast immer, ist natürlich auch von der Düse abhängig. Mit Gaslinsen habe ich persönlich keine gute Erfahrung. Viel Erfolg beim Üben. Grüße Kai
-
Der Selberbruzzler Thread - Eine Chronologie des Scheiterns
Ben-Dixen antwortete auf Noize's Thema in Selberbruzzler
Moin, das Castolin 324 kenn ich nicht, aber ich denke Du meinst Fontargen 324, das wäre dann ja L-AG49. Aber auch für dieses wäre es zu heiß gewesen, und ich sehe darin auch wirklich keine Alternative zu Neusilber, wenn man muffenlos ohne fillet lötet. Das wäre mir dann sozusagen zu heiß, sprich zu gefährlich am Rahmen. Zu der Potts Gabel. Da sehe ich keine Probleme, das dürfte gut zu bewerkstelligen sein. Aufgrund der Dicke der Gabelscheiden, brauchst du wahrscheinlich gar nicht besonders darauf achten die Hitze nur auf den Sockel zu bringen. Viel Erfolg. Grüße Kai